


คำอธิบาย

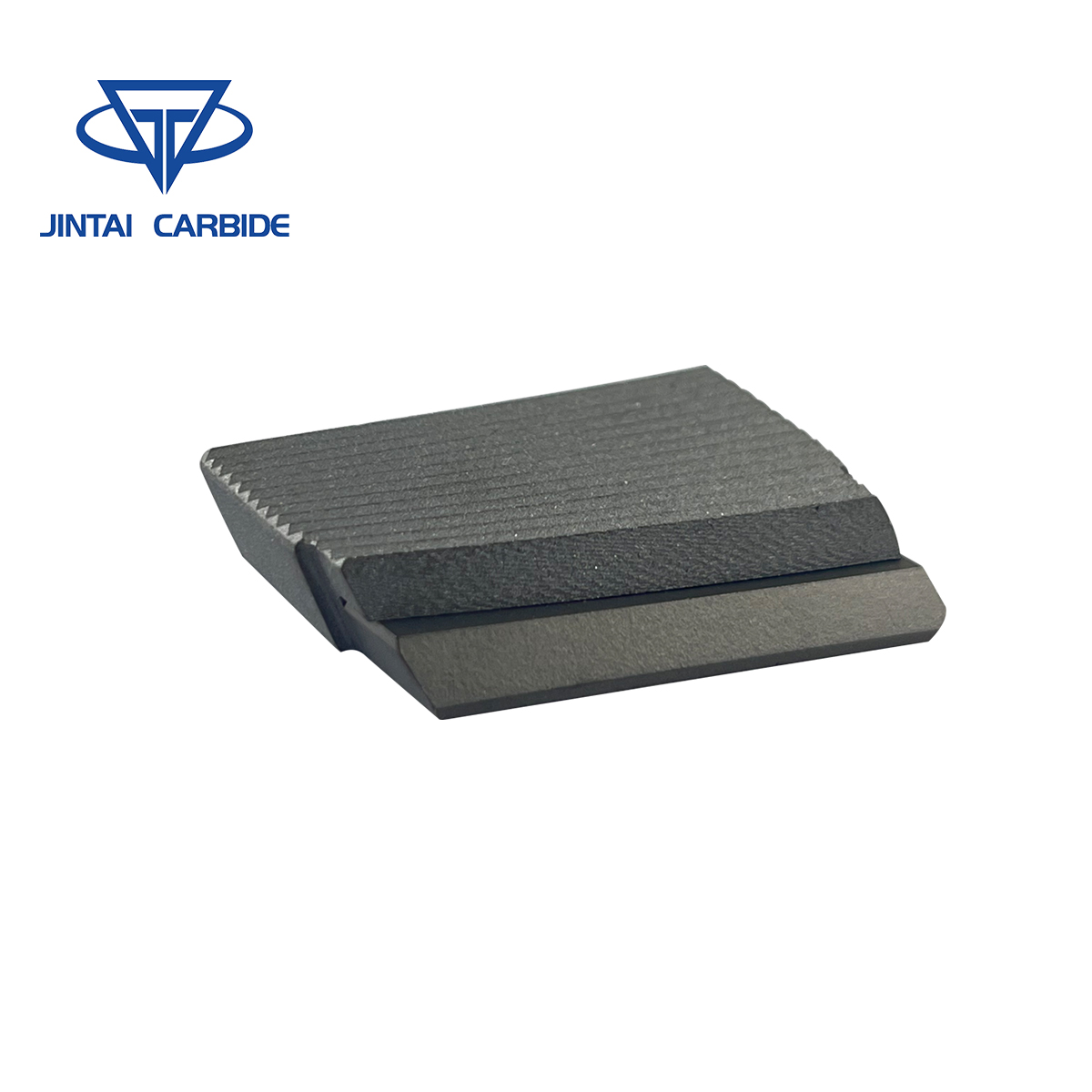
หัวกัดปาดหน้าสำหรับแท่งอะลูมิเนียม
ภาพรวมผลิตภัณฑ์:
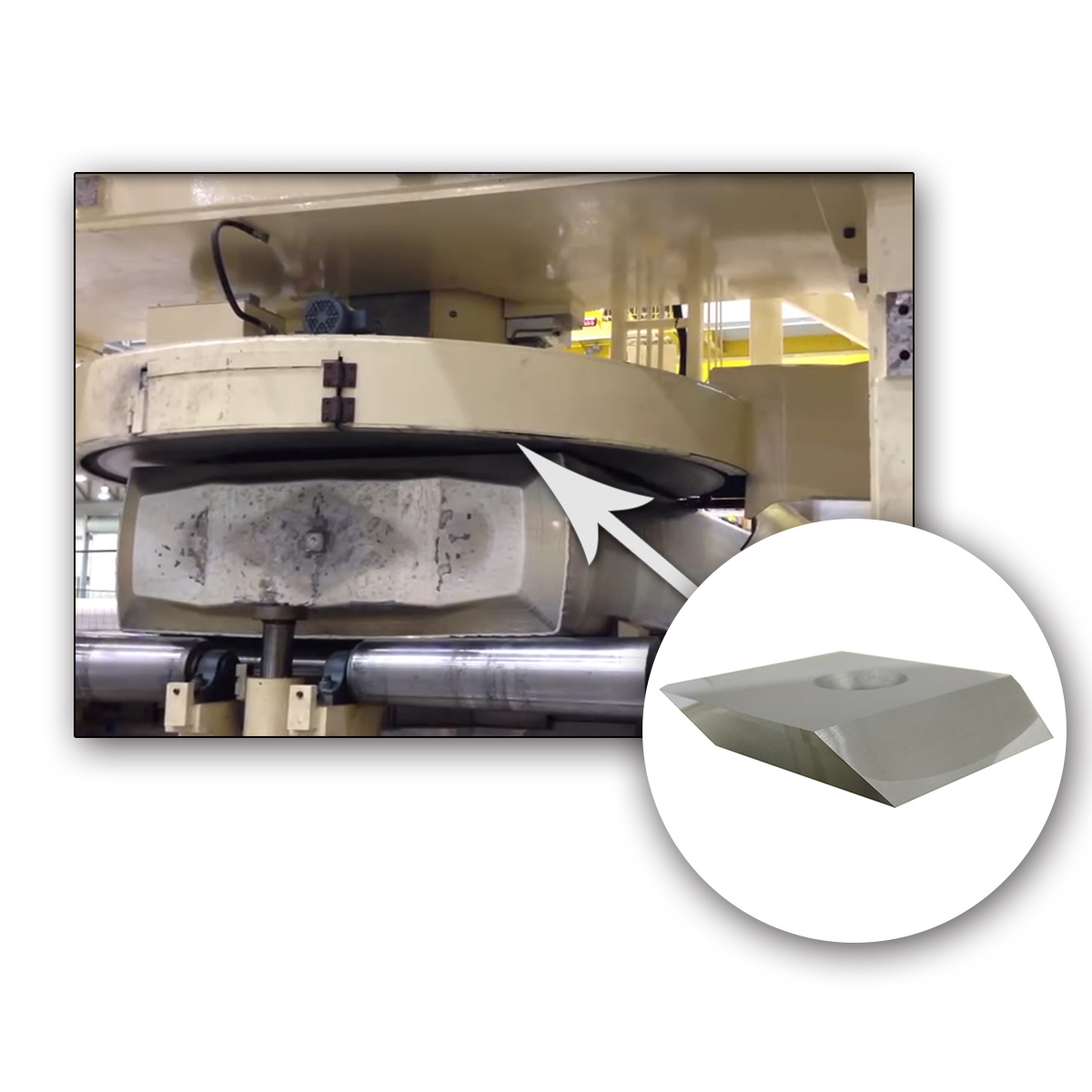
หัวกัดปาดหน้าแท่งอะลูมิเนียมได้รับการออกแบบสำหรับการกัดผิวก่อนการรีดร้อน
กระบวนการของแท่งอลูมิเนียม ชุดหัวกัดปาดหน้าวัสดุอลูมิเนียมมีทั้งแบบหยาบ
หัวกัด, หัวกัดที่แม่นยำ และหัวกัดเคลือบ หัวกัดหยาบ
ใช้สำหรับการกัดช่องว่างหยาบจำนวนมาก หัวกัดที่มีความแม่นยำใช้เพื่อปรับปรุง
ความเรียบของพื้นผิวของแท่งอะลูมิเนียม หัวกัดเคลือบช่วยเพิ่มความทนทานต่อการสึกหรอและอายุการใช้งานของใบมีด
คุณสมบัติของสินค้า:
1、ขอบกัดมีความคม ส่งผลให้พื้นผิวเรียบบนแท่งอลูมิเนียมที่ขัดแล้วอย่างดี
เสถียรภาพในการประมวลผล
2、ใบมีดมีความหนาแน่นและความมั่นคงสูง ให้ความต้านทานแรงกระแทกและความต้านทานการสึกหรอได้ดีเยี่ยม3、พื้นผิวใบมีดมีความเรียบเนียนดี ทำให้มั่นใจได้ถึงกระบวนการกัดที่ไม่ยึดติดและไม่เผาไหม้
คัตเตอร์กัดหยาบ:

| รหัสการสั่งซื้อ | ขนาด(มม | ||||
| L | R | d | S | s1 | |
| JT6206-L | 37.4 | 3 | 7 | 8 | 2 |

| รหัสการสั่งซื้อ | ขนาด (มม.) | ||||||
| L | R | S | S1 | S2 | d | d1 | |
| JT6206-M | 30 | 3 | 8 | 2.4 | 0.65 | 8.2 | 7.2 |
เครื่องตัดมิลลิ่งสำเร็จรูป:

| รหัสการสั่งซื้อ | ขนาด (มม.) | ||||||
| L | L1 | R | R1 | S | S1 | d | |
| JT6027 | 37.4 | 37.08 | 3 | 730 | 8 | 2 | 7.4 |
คัตเตอร์มิลลิ่งเคลือบ:

รายการเกรด
| ระดับ | รหัสไอเอสโอ | คุณสมบัติทางกลทางกายภาพ (≥) | แอปพลิเคชัน | ||
| ความหนาแน่น กรัม/ซม3 | ความแข็ง(HRA) | ทีอาร์เอส นิวตัน/มม2 | |||
| YG3X | K05 | 15.0-15.4 | ≥91.5 | ≥1180 | เหมาะสำหรับการตัดเฉือนเหล็กหล่อและโลหะที่ไม่ใช่เหล็กอย่างแม่นยำ |
| วายจี3 | K05 | 15.0-15.4 | ≥90.5 | ≥1180 | |
| YG6X | K10 | 14.8-15.1 | ≥91 | ≥1420 | เหมาะสำหรับการตัดเฉือนที่แม่นยำและการเก็บผิวกึ่งละเอียดของเหล็กหล่อและโลหะที่ไม่ใช่เหล็ก รวมถึงการแปรรูปเหล็กแมงกานีสและเหล็กชุบแข็ง |
| YG6A | K10 | 14.7-15.1 | ≥91.5 | ≥1370 | |
| วายจี6 | K20 | 14.7-15.1 | ≥89.5 | ≥1520 | เหมาะสำหรับการกลึงกึ่งสำเร็จและการกลึงหยาบของเหล็กหล่อและโลหะผสมเบา และยังสามารถใช้สำหรับการกลึงหยาบเหล็กหล่อและเหล็กกล้าโลหะผสมต่ำอีกด้วย |
| YG8N | K20 | 14.5-14.9 | ≥89.5 | ≥1500 | |
| วายจี8 | K20 | 14.6-14.9 | ≥89 | ≥1670 | |
| YG8C | K30 | 14.5-14.9 | ≥88 | ≥1710 | เหมาะสำหรับการฝังการเจาะหินกระแทกแบบหมุนและดอกเจาะหินกระแทกแบบหมุน |
| YG11C | K40 | 14.0-14.4 | ≥86.5 | ≥2060 | เหมาะสำหรับการฝังชิ้นส่วนฟันสิ่วหรือทรงกรวยสำหรับเครื่องเจาะหินที่ใช้งานหนักเพื่อจัดการกับการก่อตัวของหินแข็ง |
| YG15 | K30 | 13.9-14.2 | ≥86.5 | ≥2020 | เหมาะสำหรับการทดสอบแรงดึงของเหล็กเส้นและท่อเหล็กภายใต้อัตราส่วนแรงอัดสูง |
| วายจี20 | K30 | 13.4-13.8 | ≥85 | ≥2450 | เหมาะสำหรับทำแม่พิมพ์ปั๊ม |
| YG20C | K40 | 13.4-13.8 | ≥82 | ≥2260 | เหมาะสำหรับทำแม่พิมพ์ปั๊มเย็นและแม่พิมพ์รีดเย็นสำหรับอุตสาหกรรมต่างๆ เช่น ชิ้นส่วนมาตรฐาน ตลับลูกปืน เครื่องมือ ฯลฯ |
| YW1 | ม10 | 12.7-13.5 | ≥91.5 | ≥1180 | เหมาะสำหรับการตัดเฉือนที่แม่นยำและการเก็บผิวกึ่งละเอียดของเหล็กสเตนเลสและเหล็กโลหะผสมทั่วไป |
| YW2 | ม20 | 12.5-13.2 | ≥90.5 | ≥1350 | เหมาะสำหรับการเก็บผิวกึ่งละเอียดของเหล็กสเตนเลสและเหล็กโลหะผสมต่ำ |
| YS8 | ม05 | 13.9-14.2 | ≥92.5 | ≥1620 | เหมาะสำหรับการตัดเฉือนโลหะผสมอุณหภูมิสูงที่มีธาตุเหล็ก นิกเกิล และเหล็กที่มีความแข็งแรงสูงที่มีความแม่นยำสูง |
| YT5 | หน้า 30 | 12.5-13.2 | ≥89.5 | ≥1430 | เหมาะสำหรับงานตัดเหล็กและเหล็กหล่องานหนัก |
| YT15 | หน้า 10 | 11.1-11.6 | ≥91 | ≥1180 | เหมาะสำหรับการตัดเฉือนที่มีความเที่ยงตรงและการเก็บผิวกึ่งละเอียดของเหล็กและเหล็กหล่อ |
| YT14 | หน้า 20 | 11.2-11.8 | ≥90.5 | ≥1270 | เหมาะสำหรับการตัดเฉือนที่มีความเที่ยงตรงและการเก็บผิวกึ่งละเอียดของเหล็กกล้าและเหล็กหล่อ โดยมีอัตราการป้อนปานกลางYS25 ได้รับการออกแบบมาเป็นพิเศษสำหรับการกัดเหล็กและเหล็กหล่อ |
| YC45 | P40/P50 | 12.5-12.9 | ≥90 | ≥2000 | เหมาะสำหรับเครื่องมือตัดงานหนัก ให้ผลลัพธ์ที่ยอดเยี่ยมในการกลึงหยาบของการหล่อและการตีเหล็กต่างๆ |
| YK20 | K20 | 14.3-14.6 | ≥86 | ≥2250 | เหมาะสำหรับการฝังบิตเจาะหินกระแทกแบบหมุนและการเจาะในการก่อตัวของหินแข็งและค่อนข้างแข็ง |
กระบวนการสั่งซื้อ

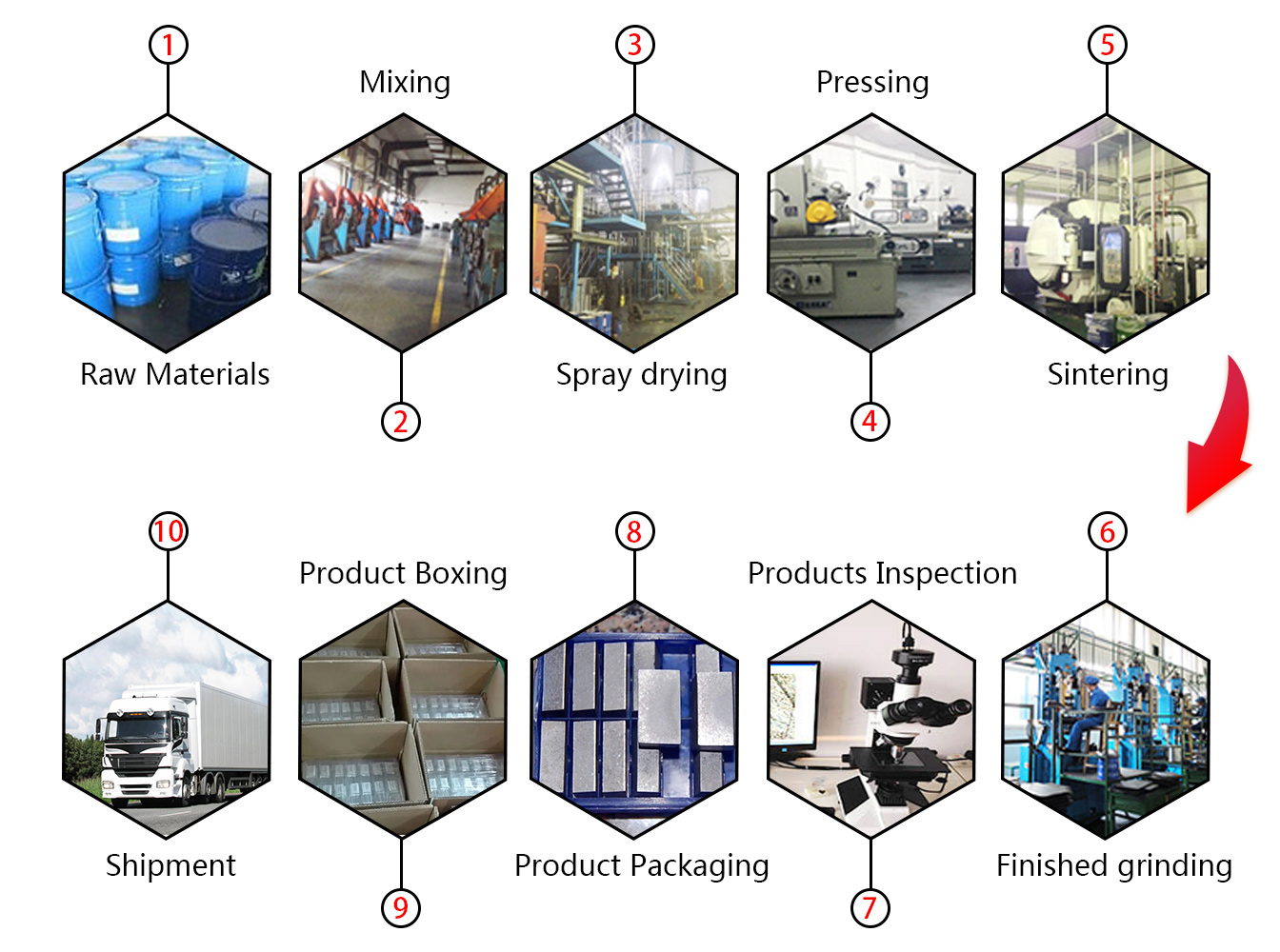
กระบวนการผลิต
บรรจุภัณฑ์